1. Penghancur mengalami getaran yang kuat dan tidak normal
Sebab: Punca getaran yang paling biasa adalah disebabkan oleh ketidakseimbangan meja putar, yang boleh disebabkan oleh pemasangan dan susunan bilah tukul yang salah; Bilah tukul haus teruk dan tidak diganti tepat pada masanya; Sesetengah kepingan tukul tersekat dan tidak terlepas; Kerosakan pada bahagian lain rotor menyebabkan ketidakseimbangan berat. Isu lain yang menyebabkan getaran termasuk: ubah bentuk gelendong akibat permainan; Haus galas yang teruk boleh menyebabkan kerosakan; Bolt asas longgar; Kelajuan tukul terlalu tinggi.
Penyelesaian: Pasang semula bilah tukul dalam susunan yang betul; Gantikan bilah tukul untuk memastikan sisihan berat bilah tukul tidak melebihi 5g; Matikan kuasa semasa pemeriksaan, manipulasi tukul untuk membuatkan bahagian yang tersekat berputar secara normal; Gantikan bahagian meja putar yang rosak dan imbangkannya; Luruskan atau gantikan gelendong; Gantikan galas; Kuncikan bolt asas dengan ketat; Kurangkan kelajuan putaran.
2. Penghancur mengeluarkan bunyi yang tidak normal semasa operasi
Sebab: Objek keras seperti logam dan batu memasuki ruang penghancuran; Bahagian yang longgar atau tertanggal di dalam mesin; Tukul patah dan jatuh; Jurang antara tukul dan penapis terlalu kecil.
Penyelesaian: Hentikan mesin untuk pemeriksaan. Ketatkan atau gantikan bahagian; Keluarkan objek keras dari ruang penghancur; Gantikan kepingan tukul yang patah; Laraskan jarak antara tukul dan penapis. Jarak optimum untuk butiran umum ialah 4-8mm, dan untuk jerami, ia ialah 10-14mm.
3. Galas terlalu panas, dan suhu selongsong mesin penghancur sangat tinggi
Sebab: Kerosakan galas atau minyak pelincir yang tidak mencukupi; Tali pinggang terlalu ketat; Pemberian makanan yang berlebihan dan kerja beban lampau jangka panjang.
Penyelesaian: Gantikan galas; Tambah minyak pelincir; Laraskan ketat tali sawat (tekan bahagian tengah tali sawat transmisi dengan tangan anda untuk mencipta ketinggian arka 18-25mm); Kurangkan jumlah suapan.
4. Udara terbalik di salur masuk suapan
Sebab: Saluran paip kipas dan pengangkut tersumbat; Lubang penapis tersumbat; Beg serbuk terlalu penuh atau terlalu kecil.
Penyelesaian: Periksa sama ada kipas telah haus berlebihan; Kosongkan lubang penapis; Nyahcas atau gantikan beg pengumpulan serbuk dengan segera.
5. Kelajuan pelepasan telah menurun dengan ketara
Sebab: Bilah tukul telah haus teruk; Beban penghancur yang berlebihan menyebabkan tali sawat tergelincir dan mengakibatkan kelajuan rotor yang rendah; Lubang penapis tersumbat; Jurang antara tukul dan penapis terlalu besar; Suapan tidak sekata; Kuasa sokongan tidak mencukupi.
Penyelesaian: Gantikan bilah tukul atau tukar ke sudut lain; Kurangkan beban dan laraskan ketegangan tali sawat; Kosongkan lubang penapis; Kurangkan jurang antara tukul dan penapis dengan sewajarnya; Suapan seragam; Gantikan motor berkuasa tinggi.
6. Produk siap terlalu kasar
Sebab: Lubang penapis haus atau rosak teruk; Lubang jaring tidak dipasang dengan ketat pada pemegang penapis.
Penyelesaian: Gantikan jaring skrin; Laraskan jurang antara lubang penapis dan pemegang penapis untuk memastikan ia dipasang dengan ketat.
7. Tali pinggang terlalu panas
Sebab: Ketegangan tali pinggang yang tidak betul.
Penyelesaian: Laraskan ketegasan tali pinggang.
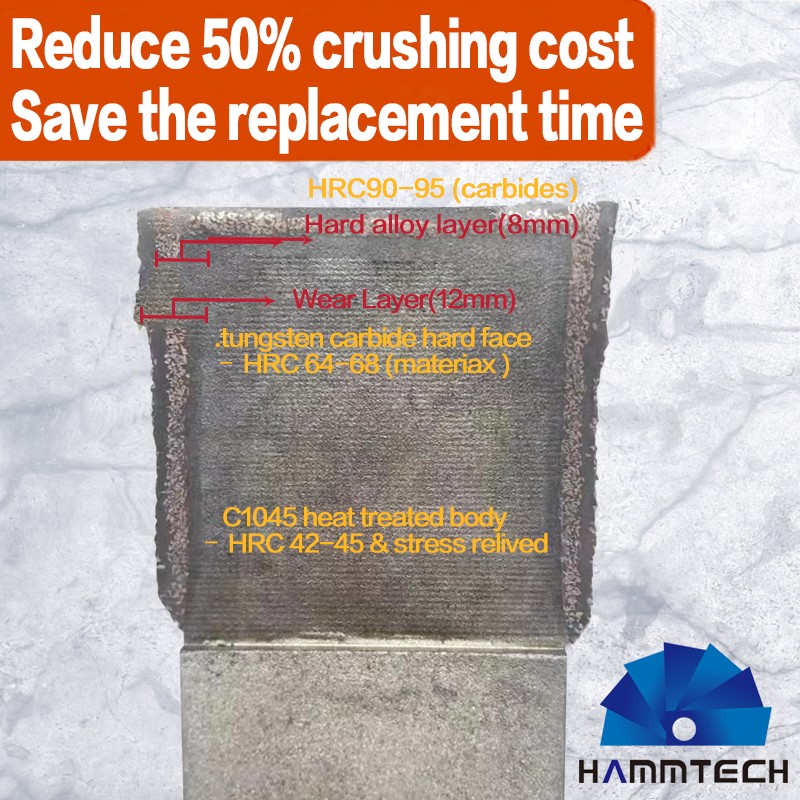
8. Jangka hayat bilah tukul menjadi lebih pendek
Sebab: Kandungan lembapan yang berlebihan dalam bahan meningkatkan kekuatan dan ketahanannya, menjadikannya lebih sukar untuk dihancurkan; Bahan tidak bersih dan bercampur dengan objek keras; Jurang antara tukul dan penapis terlalu kecil; Kualiti bilah tukul terlalu teruk.
Penyelesaian: Kawal kandungan lembapan bahan kepada tidak lebih daripada 5%; Kurangkan kandungan bendasing dalam bahan sebanyak mungkin; Laraskan jarak antara tukul dan penapis dengan sewajarnya; Gunakan kepingan tukul tahan haus yang berkualiti tinggi, seperti tiga kepingan tukul aloi tinggi Nai.
Masa siaran: 28 Feb-2025